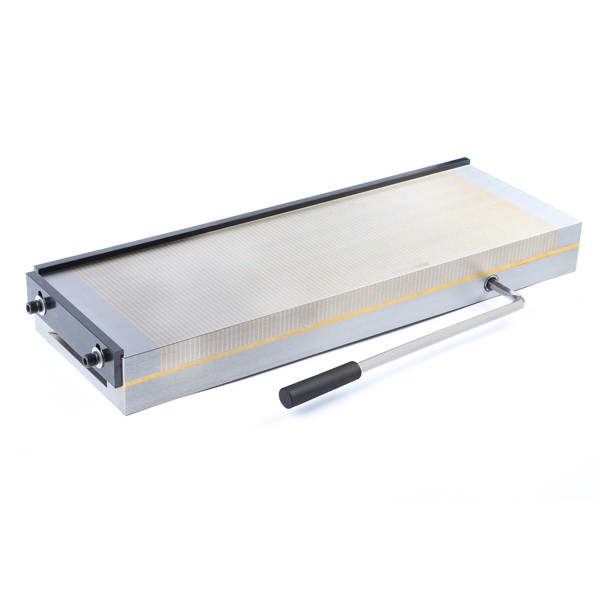
Səthi Srinder üçün İncə Qütblü Maqnit Çəkmə
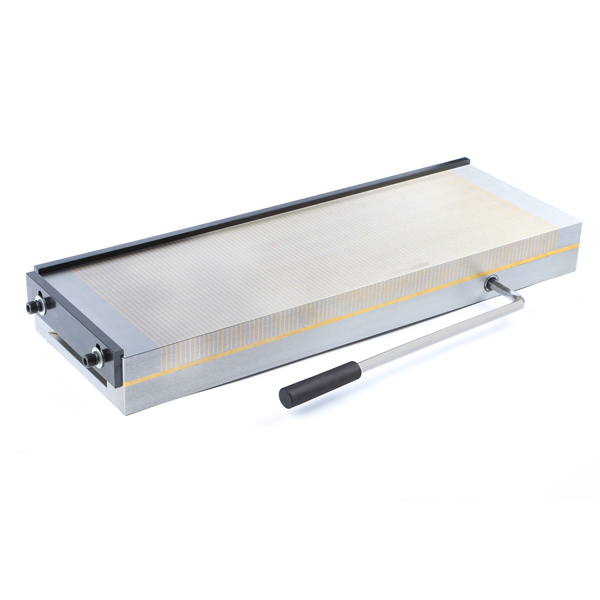
Tool Bees yüksək keyfiyyətli təchiz edirmaqnit çubuqs ən yüksək standartlara uyğun olaraq istehsal olunur və anbarda ən çox yayılmış ölçülərdə mövcuddur, maqnit çəngəlləri ferromaqnit materialların emal zamanı işinizi sürətləndirən qüsurları, mexaniki sıxacları və armaturları əvəz edən müasir cihazlardır.
Maqnit çubuqlar emal edilmiş komponentləri sıxmaq və açmaqla çox vaxta qənaət edə bilər, eyni zamanda məhsula zərər vermədən iş parçasını 5 tərəfdən əlçatan edir. Maqnit çəngəllərdən iş saxlamaq üçün istifadə etmək məqsədi bütün dünyada istehsal müəssisələrində məşhur olmuşdur.
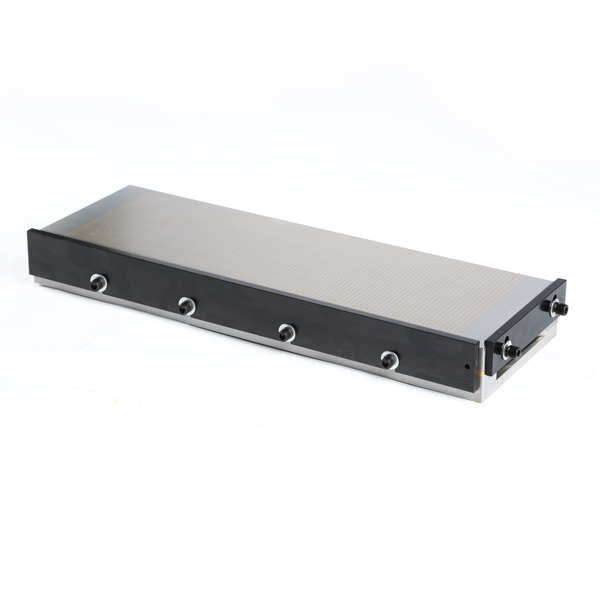
Emal üçün iş parçaları ənənəvi olaraq vidalar və ya armaturlardan istifadə edərək yerində saxlanılır, lakin boşluq, tökmə və ya döymə də freze, dönmə, qazma və ya üyütməyə imkan verən kifayət qədər tutuşla tutula bilər.Maqnit çubuqları səthi daşlama tətbiqlərində çox istifadə olunur, lakin indi ümumi maşın sexlərində də istifadə olunur.
| Sifariş nömrəsi. | Ölçü | Maqnit | Aralıq | Çəki (KG) | ||
| (MM) | güc | (DƏMİR+MIS) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 VEYA 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Maqnit çubuqların üstünlükləri
Maqnit çubuqların üstünlüklərinə aşağıdakılar daxildir:
Quraşdırmanın azaldılması.
İş parçasının bir çox tərəfinə girişin artırılması.
İş tutmağın sadələşdirilməsi.
Maqnit çəngəlləri idarə etmək asandır
Maqnetik çubuqların tədarükü ilə üstünlüklərimiz:
* Yüksək Keyfiyyətli Zəmanətli maqnit çubuqları
* Rəqabətli qiymətə malik maqnit çubuqlar
İstifadə üsulu
1. Dəqiqliyə təsir edən cızıqların qarşısını almaq üçün sorma fincanları istifadə etməzdən əvvəl təmizlənməlidir.
2. İş parçasını sorma masasının üzərinə qoyun, sonra açarı şaft dəliyinə daxil edin və saat əqrəbi istiqamətində 1800-ə ON vəziyyətinə fırladın, sonra emal üçün iş parçasını udun.
3. -400C–500C mühit temperaturundan istifadə edin.Maqnit reduksiyasının qarşısını almaq üçün heç bir döymə tələb olunmur.
4. iş parçası bitibsə, açarı şaftın deliyinə daxil edin və onu saat əqrəbinin əksinə 1800 dəfə “OFF” vəziyyətinə çevirin, onda iş parçasını çıxarmaq olar.
5. korroziyanın qarşısını almaq üçün iş səthini pas əleyhinə yağla bitirin.